The shotgun is like a suit: it must have measures and features suitable for the wearer. If this happens, as soon as he takes hold, he immediately goes to the target according to the intentions of the hunter. An excellent gunsmith, and it is not easy to find, will be able to "fix" the weapon just like an expert "tailor" to whoever uses it. It is logical that there are some rules to be respected and they have been codified in tables. One indicates the length of the stock (measured between the center of the butt plate and the first trigger) and must be proportional to that of the forearm considered between the inside of the elbow and the tip of the index.
| Forearm Length (cm) | Stock length (cm) |
| 37 | 35 |
| 38 | 36 |
| 38 | 37 |
| 39 | 37 |
| 40 | 38 |
| 41 | 39 |
| 42 | 40 |
Benefit. It is nothing more than a deviation of the stock to the right or left and can be seen at a distance of about two meters from the person holding the weapon. The affected part is the chest. Here are the proportions with the deviation of the stock.
| Chest width (cm) | Advantage at the heel (mm) |
| 49 | 20 |
| 49 | 18 |
| 47 | 16 |
| 45 | 14 |
| 43 | 12 |
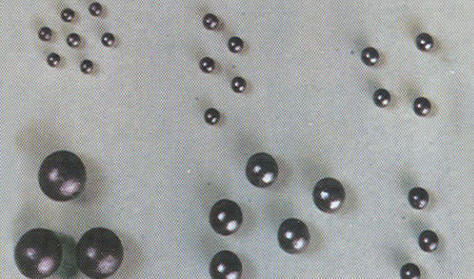
| Nominal caliber Number Cal. Actual |
Actual caliber mm Cal Nominal |
Lead ball weight | |
| 8 | 21.0 | 55.9 | 56.6 |
| 10 | 19.5 | 42 | 45.4 |
| 12 | 18.3 | 35.4 | 37.8 |
| 20 | 15.8 | 22.7 | 22.7 |
| 14,9 | 19.0 | 18.9 |
Rifling: helical groove in the barrel
Riga. Furrow.
Full. Rib between two contiguous furrows.
Inclination. Angle created by the lines with generatrices. If it does not change in size, the straight line has a helical shape, if it becomes greater towards the mouth the line is said to be progressive and forms an arc of a parabola or circle.
Passo. Distance, calculated on a generator between two points that meet the generator itself.
Forcing. It is the effort required to cause notches in the bullet.
Cane. They are divided into two parts, the rear called breech and the front which ends with the mouth and is known as the muzzle. The first part of the breech is called the cartridge chamber preceded by a small seat to house the collar of the ammunition then the connection between the "chamber" and the core, then ending with a choke fitting, usually not less than 9 and not greater than 12 mm., which, depending on the shotgun, can be truncated cone or straight and finally the choke. All the barrels mounted on the shotguns are safe because they have been previously tested at the National Test Bench, but it can happen - more and more rarely - that they burst and when it does happen it is almost always due to non-observance of some precautions or incorrect use of the weapon. A barrel must have some fundamental characteristics including resistance to internal pressures, and it is obtained with excellent and well-worked material and also the uniformity of the thickness.
Lightness is important but it must not come at the expense of safety. Finally, it is excellent if it has a high elongation coefficient: if abnormal conditions are created, before bursting it must deform and in many cases this feature avoids serious problems for those who have pulled the trigger. The joining system is also important for safety purposes.
Barrels welded with brass in the breech. The tenons are dovetailed and welded with brass and tin.
Demi bloc. Tin-welded ribs in the middle of the solid tenon forged with the barrel. Monoblock. Breech, tenons and rib extension from a single piece of steel. The terminal part of the barrel, covered with tin, is cold inserted into the sleeve which, made to expand at a temperature of about 300 °, then expels, cooling the excess tin.
Burst chamberIt is the part of the barrel where the cartridge is placed and should never be wider than one ten thousandth of an inch of the smallest case and with the axis coinciding with that of the barrel. The length can be between 65 and 75 mm but in most hunting guns it is 70 mm. a measure to which that of cartridges has also been standardized. It is not advisable to use cartridges of different lengths from the combustion chamber.
Bindella. It can be central (single metal strip welded to the barrel) or double. The first is lighter and would better outline the profile of the mouths, while the second would connect the tubes better, strengthening the rifle. In fact, when fired, the barrel undergoes an elongation and a widening. In single-barreled guns the deformations do not cause axis deviations while in side-by-side and over-and-under guns there are vertical deviations. The barrels with central rib have a greater shot accuracy (the centers of the groups of a series of shots have greater or less dispersion while the barrels "tied" to each other with double rib have more precision (the centers of the roses are distributed close to the targeted point)
Length. The great WWGreener recommended barrels at least 68 cm long, Bruno Bottura, one of the most capable Italian technicians and "inventor" of the Breda rifles that characterized the 70s and early 72s, recommended barrels between XNUMX and XNUMX cm. The larger he claimed, they cause numerous disadvantages including a longer aiming time and no benefit. It may happen that in the second-hand market there are shotguns with short and cylindrical barrels: make sure that they are not so for a shortening, perhaps well done but always a shortening that unbalances the weapon. Drilling. Even if the length of the barrel varies, the diameter of the combustion chamber can never change. In the 12 gauge the initial diameter is mm. 20,06 and at the end mm. 20,03, the length instead can be mm. 65,70 or mm. 76. The fitting - again in 12 gauge - is between mm. 6 and mm. 30. The alteration of the fitting reduces the initial speed and also causes a weakening of the metal precisely in that area where it is subject to the greatest pressures. The cylindrical part - between the fitting and the start of the restriction - varies from mm. 18,03 in mm. 19,05 in the 12 gauge. The English adopt a diameter between 18,6 and 18,8 in the cylindrical part, in Italy and Belgium it is inclined not to exceed mm. 18,4. In British rifles, a minimum front widening at the beginning of the choke is not a defect but an intervention by the manufacturer to obtain a more suitable distribution of the pattern. The technician who carried out the processing is the so-called Barrel regulator, therefore very different from the one who instead carried out a grinding to erase any trace of corrosion.In this case, it is true, the barrel will return as new but will give a lower yield.
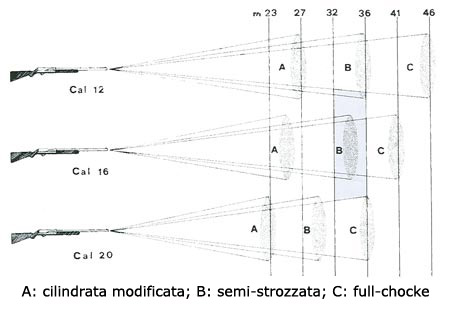
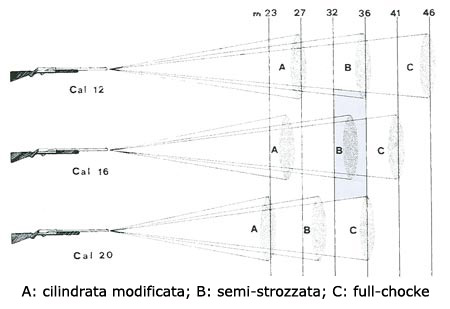
Choking. Before Greener, the famous British manufacturer, all barrels were cylindrical and even 96 centimeters long precisely because it was believed that the length could favor a greater effectiveness of bullets on distant targets. Currently they have a choke, i.e. a smaller diameter at the mouth than in all other points. Different ways to perform it: drilling of the barrel of the barrel for almost its entire length, finally reducing the diameter to 7 cm from the muzzle Widening of the barrel core shortly after the muzzle up to just under 10 cm towards the breech Widening of the barrel from the breech up to 7 cm from the mouth. The different bottlenecks are commonly known as: full, half, quarter, modified cylindrical, cylindrical. Greener stated that if you fired at a plate at 36 meters with cartridges of 32 grams of number 6 pellets, then 304 balls, you had the following results.
| Choking | Number |
| Full shot | 215 |
| Half | 185 |
| A quarter | 160 |
| Improved cylindrical | 140 |
| Displacement | 15 |
Le dents irreparably damage the barrel: you can see if they have been eliminated by looking at the inside of the tube placed near a light. Concentric circles appear and by rotating the barrel they must appear continuous: if they are "broken" it means that there have been interventions on the barrel that may even have affected the weapon.
Corrosion. It is the result of chemical reactions caused by the residues of the shot, that is, of the combustion. The current triggers should not cause any inconvenience but it is always advisable after every day of hunting, to clean the barrels.
Erosion. Caused by a thermal and mechanical phenomenon following the high temperature of the gases caused by the shot.
Chrome plating. Modern steels have reached such a degree of quality that they can withstand chrome plating well, which therefore does not limit the elasticity of the metal.
You May Also Like ..